- English
- 简体中文
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी

Ngerti Nilai Lab: Cara Sejati kanggo Maca Warna - Telung Parameter Inti kanggo Kontrol Beda Warna ing Plastik Teknik
"Apa ΔE saka 2.1 ing laporan colorimeter bisa ditampa utawa ora?"
"Pelanggan ujar manawa nilai Lab ora ana, nanging warnane meh padha karo aku."
Iki minangka pitakonan sing dirungokake tim teknis kita saben dina. Ing industri plastik rekayasa, prabédan warna ora ditemtokake maneh kanthi mripat langsung. Apa bagean interior otomotif, omah elektronik 3C, utawa komponen struktural industri, para pelanggan meh mesthi kalebu Standar Penerimaan Beda Warna kanthi jelas: ΔE ≤ 0,5, kanthi nilai L, a, b ing toleransi sing ditemtokake.
Dadi apa sejatine L, a, lan b? Lan kenapa luwih dipercaya tinimbang inspeksi visual? Dina iki, kita bakal nerangake telung parameter kasebut ing basa produksi plastik rekayasa.

I. "Sistem Koordinat" Warna: Ruang Warna Lab
Bayangake manawa kanggo nemtokake lokasi ing peta, sampeyan butuh bujur, garis lintang, lan dhuwure. Ruang warna Lab minangka "sistem koordinat telung dimensi" kanggo warna.
Diadegake dening Komisi Internasional babagan Iluminasi (CIE) ing taun 1976, tetep dadi standar emas global kanggo pangukuran warna. Werna apa wae bisa ditemokake kanthi unik ing papan telung dimensi iki kanthi sakumpulan koordinat (L, a, b).
• Nilai L (Lightness): Range saka 0 kanggo 100. L=100 putih murni, L=0 ireng murni. Ing plastik rekayasa, bagean ireng sing katon abu-abu utawa putih dadi kuning yaiku owah-owahan ing nilai L.
• nilai (Red-Green hue): Nilai positif nuduhake abang, nilai negatif nuduhake ijo. Nalika ABS flame-retardant sing kudu abang padhang dadi "abang bata kusam," Nilai a kamungkinan masalah.
• Nilai b (Warna Kuning-Biru): Nilai positif nuduhake kuning, nilai negatif nuduhake biru. Nilai b minangka parameter sing paling "sensitif" - bahan kaya PBT, PC, lan nilon rentan kuning nalika proses suhu dhuwur. Nalika nilai b owah kanthi positif, bagean kasebut katon "kuning".
II. Telung Nomer, Telung "Gejala Beda Warna" Umum
Ing lantai produksi, kita kanthi cepet diagnosa panyebab utama liwat owah-owahan ing nilai Lab:
1. Panyimpangan gedhe ing nilai L - Prioritasake mriksa kondisi materi lan proses cetakan.
• Nilai L dhuwur (putih banget / pucet): Bisa suhu jamur kurang utawa titanium dioxide ora cukup ing masterbatch werna.
• Nilai L sing kurang (peteng banget): Bisa uga degradasi materi (paparan suhu dhuwur sing berlebihan) utawa ventilasi jamur sing ora apik.
2. Panyimpangan gedhe ing nilai - Prioritasake mriksa formulasi materi.
• Pergeseran positif ing nilai (abang-abang): Umume ing bahan tahan api, ing endi flame retardant decomposes ing suhu dhuwur, nyebabake werna werna.
3. Panyimpangan gedhe ing nilai b - Prioritasake mriksa kahanan pangatusan lan suhu injeksi.
• Pergeseran positif ing nilai b (kuning): Panyebab sing paling umum yaiku overdrying utawa suhu leleh sing gedhe banget. Bahan nilon utamané sensitif - hanyut b-nilai 0,5 katon "kuning" kanthi mata telanjang.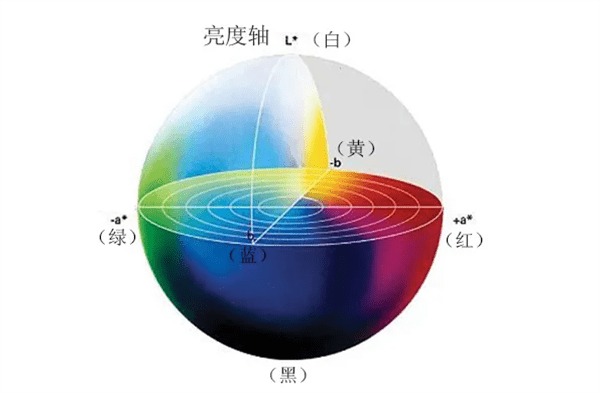
III. Apa iku ΔE? Napa Kita Ora Bisa Ngandelake ΔE Piyambak?
ΔE minangka panyimpangan gabungan ing dimensi L, a, lan b, diitung minangka:
ΔE = √[(ΔL)² + (Δa)² + (Δb)²]
Iku nggunakake nomer siji kanggo ngringkes "total prabédan werna," nggawe kaputusan cepet gampang. Nanging, masalahe yaiku: ΔE sing padha bisa makili penyimpangan warna sing beda banget.
Contone:
• Kasus A: ΔL=1.0, Δa=0, Δb=0 → ΔE=1.0 (rada putih banget)
• Kasus B: ΔL=0.6, Δa=0.6, Δb=0.6 → ΔE≈1.04 (penyimpangan ing kabeh telung arah)
Loro-lorone duwe ΔE sing meh padha, nanging Kasus B luwih "kompleks" lan bisa uga katon "lumpur" kanthi mripat langsung. Mulane, kontrol beda warna profesional kudu nimbang loro ΔE lan toleransi individu. Standar umum kanggo komponen interior otomotif yaiku: ΔE <1.0, kanthi |ΔL| <0,5, |Δa| <0,5, |Δb| < 0.5.
IV. Ngendi Bedane Warna Teka? Papat Sumber Umum
Adhedhasar pengalaman pirang-pirang taun ngladeni para pelanggan, sumber utama prabédan warna dadi patang kategori:
1. Variasi batch material - Batch plastik rekayasa sing beda-beda bisa uga beda-beda ing werna dhasar. Malah kanggo kelas sing padha, fluktuasi batch-to-batch b-value 0,3-0,5 kanggo POM ora umum.
2. Proses pangatusan ora bisa dikontrol - Bahan kaya nilon, PET, lan PC sensitif marang kelembapan. Kurang pangatusan utawa overdrying bisa nyebabake kuning. Ing siji kasus, operator nambah suhu pangatusan saka 80 ° C kanggo 100 ° C, nyebabake b-nilai kanggo mlumpat saka 1,2 kanggo 2,8, scrapping kabeh batch.
3. Proses ngecor injeksi drift - Owah-owahan cilik ing tekanan bali, kacepetan meneng, kacepetan injeksi, meksa nyekeli, suhu jamur, etc., Bisa ngowahi aliran nyawiji lan prilaku crystallization, mengaruhi tampilan werna. Bahan sing dikuatake serat kaca utamane sensitif.
4. Beda lingkungan pangukuran - Colorimeters beda, sumber cahya, apertures pangukuran, utawa malah meksa Applied dening operator bisa mengaruhi maca. Pelanggan lan panyedhiya kudu setuju karo standar pangukuran sing manunggal (contone, illuminant D65, sudut pengamat 10°).
V. Kesimpulan: Werna Bisa Ngatur
Ing plastik rekayasa, warna ora dadi misteri maneh. Telung nomer L, a, lan b ngowahi perasaan subyektif "Aku rumangsa warna salah" dadi kasunyatan objektif "Nilai L ngluwihi toleransi kanthi 0,6, nilai b 0,8." Ngerteni papat sumber prabédan warna mbantu nyegah masalah sadurunge kedadeyan.